Укажите телефон мы перезвоним
Формы хлебные
Изготавливаем
Тостовые формы, такие как,
прямоугольные,
треугольные,
круглые
гнутые формы для выпечки стандартных размеров № 12,11,10,7,6
Также изготавливаем кольца для тортов любой формы
Все формы могут быть собраны в кассеты с количеством форм необходимым для Вас.
При необходимости изготовим крышки с любым вариантом крепления защелка, полозья ,
Края форм закатаны с проволокой или подвернуты
Формы изготавливаем из стали, нержавеющей стали, алюминия по Вашему желанию.
Можем нанести антипригарное покрытие
Почта
Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.

Кассеты тостовых форм с крышкой на защелках нержавейка


Тостовые формы в кассете с антипригарным покрытием

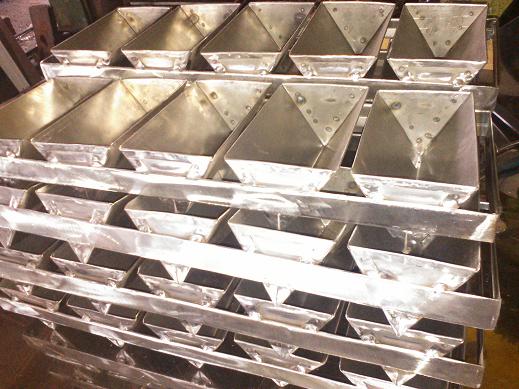
Кассета треугольных форм сталь



Кассета круглых форм нерж. 1,0 мм

Одинарная прямоугольная форма нержавейка с уклоном на все стороны

Круглые формы на винтах

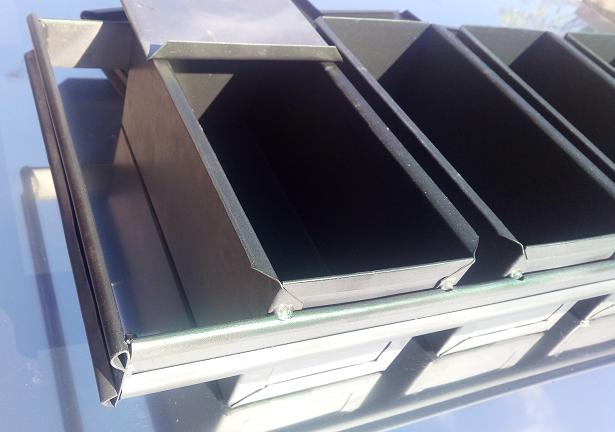
Кассета 3 х рифленых форм

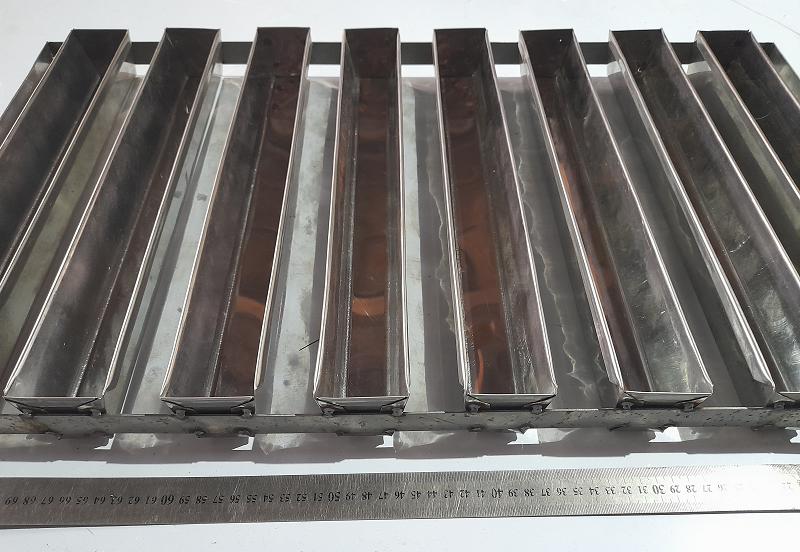
Рифленые формы с проволокой нержавейка
Рифленые формы с индивидуальной крышкой

Одинарная форма с крышкой на защелке

Изготовим любые формы по Вашим размерам



Кассета форм с крышками на полозьях

Формы для выпечки батонов

Формы для кексов в кассете

Формы для кексов любого размера и материала


Круглые формы любого размера и материала с покрытием и без


Формы для маффинов бисквитов и миникексов
Формы для кексов с покрытием и без

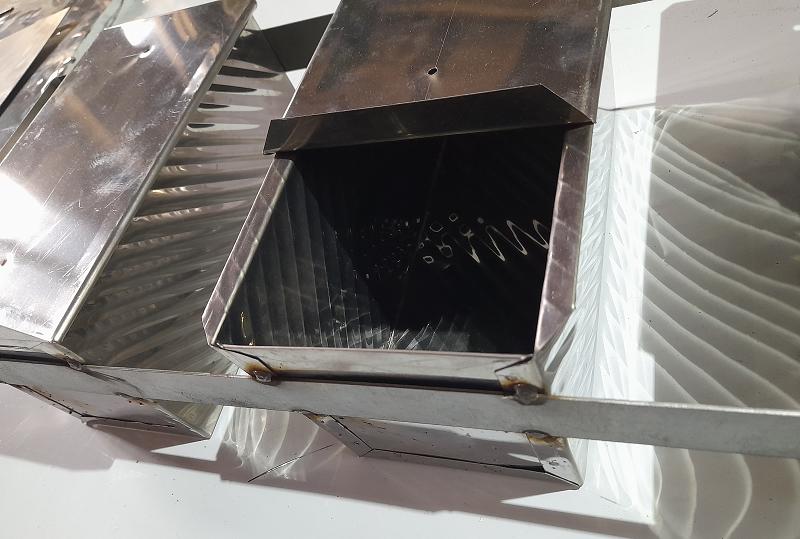
Форма штанген-брот длинна 830 мм в обвязке и без с крышкой нерж.

Форма штанген-брот любого размера


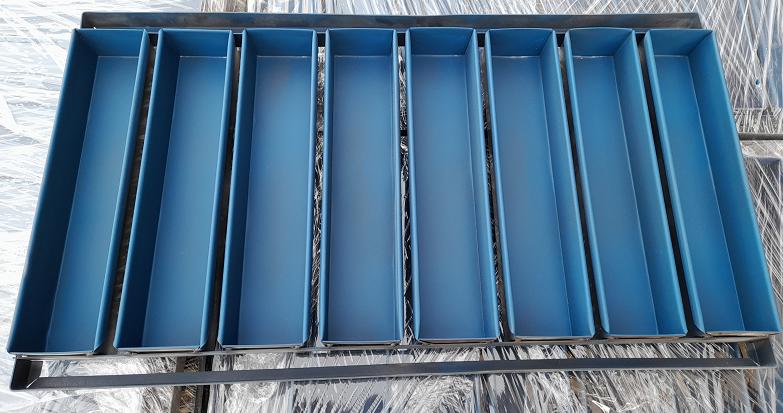
Форма с глухими боковинами 1,0 нерж.

Двойная форма для "итальянского" хлеба с крышкой



Любой размер
Изготовим любые формы по Вашим размерам образцам или эскизам.
контактный тел.
+79062233323
эл. почта
Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Колеровка
Под печи, формы, листы и противни, не обработанные полимерным покрытием, перед пуском в производство подвергают специальной обработке (колеровке) с целью облегчения снятия и выемки хлеба. Колеровку при использовании эмульсий осуществляют согласно действующим инструкциям или рекомендациям фирм, поставляющих эмульсии. Колеровку растительным маслом осуществляют следующим образом: листы, противни, формы покрывают тонким равномерным слоем масла (масло не должно стекать по стенкам на дно формы) и помещают в печь при температуре 250 °C на 30 мин. После остывания листы, противни, формы заново покрывают тонким слоем масла и опять прокаливают в печи при тех же параметрах. Это мероприятие осуществляется три раза. Показателем пригодности к эксплуатации полностью отколерованных листов, противней и форм является отсутствие липкости рабочих поверхностей. Если же за три раза липкость не была снята, надо продолжить колеровку до полного исчезновения липкости
Выбор тостовых форм
Тонкостенные тостовые формы с крышками обеспечивают правильную форму хлеба, равномерное пропекание, плотный мякиш с равномерной закрытой пористостью, тонкие равномерные по толщине и окраске корочки.
В открытых и тем более толстостенных формах нормальный тостовый хлеб не получится. Будет не та пористость и не те корки. Выпечка тостового хлеба в открытых формах приводит к получению более крупной и неравномерной пористости мякиша хлеба. Корка хлеба, как уже отмечалось, получается более толстой и сухой, за счет чего мякиш хлеба быстрее черствеет.
Если вы стоите перед выбором, какие формы хлебопекарные купить, тонкие или толстые, имейте в виду, в толстостенных формах с крышками хлеб печется дольше, что не слишком хорошо, поскольку эффект томления несколько «затемняет» мякиш.
Безопаснее остановится на стандартном хорошо проверенном и отработанном варианте – тонкостенная хлебопекарная форма с крышкой . На этом лучше не экономить. Жаль если столько усилий по приготовлению теста и сложной формовке заготовок пропадут, потому, что вы опрометчиво решили немного сэкономить.
И последний совет: тостовые формы надо правильно заполнять тестом, чтобы при выпечке получить идеальную форму хлеба.
Массу теста для ваших форм можно рассчитать по формуле:
m (г) = V (л) ∙ 235(г/л)
m – масса заготовки теста в граммах
V – объем формы в литрах
235(г/л) – масса заготовки для выпечки тостового хлеба в закрытой форме объемом 1 л. Цифра получена опытным путем.
Если ваши формы имеют сложную конфигурацию и их объем трудно рассчитать, заполните формы водой, а потом измерьте объем воды мерным цилиндром или специальной меркой с делениями. Проблема будет решена просто и безошибочно.
Втягивание боковых стенок у тостового хлеба
Причины и способы устранения.
Втягивание боковых стенок достаточно распространенная проблема, и хлеба с данным дефектом встречаются постоянно. Причем страдают этим как малые производства, так и достаточно крупные хлебозаводы. Проблема настолько распространена, что многие считают подобный вид хлеба чуть ли нормой. Хотя бороться с данным дефектом можно и нужно. Итак разберем основные причины проблемы и способы устранения.
1. Неправильная масса заготовок под тостовые формы. Для получения хлеба с белым ватным мякишем, без втягиваний, с хорошим заполнением формы необходимо закладывать тесто в форму по следующей пропорции: на 1 л объема формы идет 280-300 г теста. Т.е. необходимо определить объем формы, сделав замеры и произведя расчеты или просто наполнив водой, определив объем вошедшей воды. Если в тесто входят утяжеляющие компоненты: зерна, ржаная мука, заварка – то массу необходимо увеличивать до 300-320 г. При недостаточной массе тесто неправильно заполнит объем формы с возможным образованием втягиваний. При большей закладке теста произойдет существенное уплотнение теста (похожее на закал) в прикорковом слое из-за большого потенциала роста теста при выпечке в условиях ограничения стенками формы, при этом в центре мякиш будет более разрыхлен, т.е. менее плотным. Из-за этого центральная часть хлеба при охлаждении будет хуже справлять с изменениями внутреннего и внешнего давления, что способно привести к деформациям.
2. Отсутствие отверстий в формах.
При выпечке заготовок происходит выделение водяного пара с поверхности, который может скапливаться у боковых стенок, вызывая отделение теста от стенок, образуя вмятины. Обычно такие вмятины образуются под крышкой формы. Если это пар будет удаляться из форм через отверстия, то проблема проявляться не будет.
3. Нарушение режимов выпечки. При недостаточной выпечке у заготовок не происходит образование достаточно крепкой корочки, способной выдерживать изменения давления при остывании, что может приводить к рассматриваемому дефекту. При слишком длительной выпечке может происходить пересушивание заготовок (потеря влаги), что при остывании визуально отразиться в некоторой потере объема, с возможным проявлением дефекта (правильнее сказать, усиление проявления дефекты, вызванного другими причинами). Наиболее правильный режим выпечки: на 600 г теста - температура 200 -2100 в течение 30-33 минут с небольшим пароувлажнением.
К этому же пункту можно отнести слишком плотное размещение форм в кассете, что препятствует нормальному пропеканию заготовок с некоторых сторон из-за недостаточного их прогрева при выпечке. С этих сторон и происходит втягивание.
4. Использование слишком сильного улучшителя или слишком больших дозировок. Улучшитель провоцирует слишком сильный, чрезмерный рост объема теста в формах за счет повышения газоудерживающей способности, и здесь мы снова приходим в проблеме, описанной в п.1 – уплотнение краев при рыхлом центре с образованием втягиваний.
5. Чрезмерно сильная мука для данной технологии. То же самое – чрезмерная газоудерживающая способность. Решается использованием более слабой муки либо улучшителями, ослабляющими клейковину.
6. Чрезмерная дозировка дрожжей. Способствует дополнительному росту заготовок, что в данном изделии не есть хорошо. Всё тоже, что и описано выше. Нормальная дозировка – 1.6 – 2% прессованных дрожжей к массе муки. Кстати повышенная активность ферментов муки так же способна провоцировать чрезмерную активность дрожжей, даже при их нормальной дозировке, что редко, но может являться причиной рассматриваемого дефекта.
Существуют рифленые тостовые формы. Волны или рифли создают на поверхности что-то вроде ребер жесткости, которые препятствуют стягиванию изделий. Как дополнительная мера по предупреждению дефекта весьма эффективна.